SOLUTION
解决方案

秸秆预处理设备
秸杆预处理系统工艺说明
原料描述:棉杆,秸秆,圆捆,方捆,散装,含水量≤20%
一.工艺设计方案:
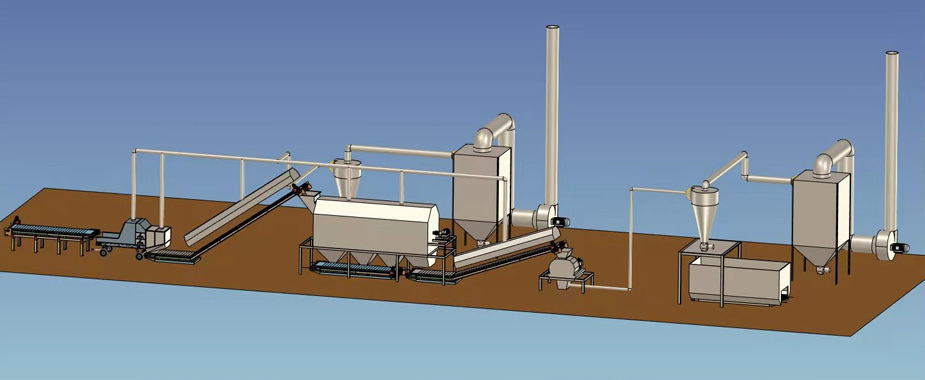
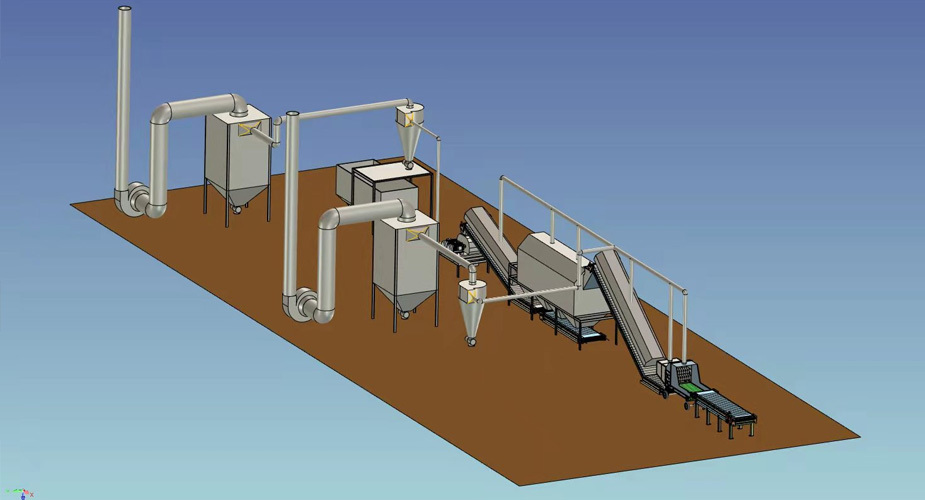
整个系统分为:解绳(解包)工段--破捆工段--除尘工段--清理工段--除尘工段---(粉碎工段)-成品料收集及除尘工段。
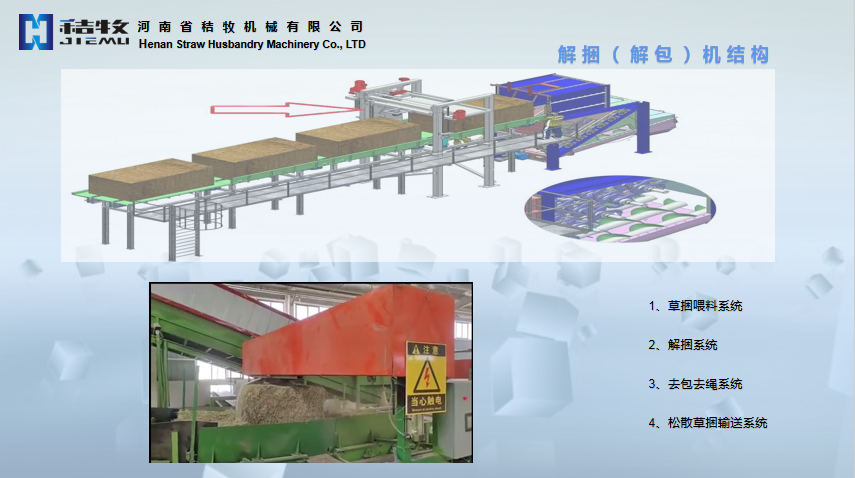
(1)解绳(解包)工段:捆装秸秆(小方捆、大方、二次加压方捆、园捆),首先通过抓草机把草捆放到板链输送机平台上,通过1号板链输送机变频输送到解绳机构,剪出扎绳和尼龙网绳,绳子通过旁路收集。
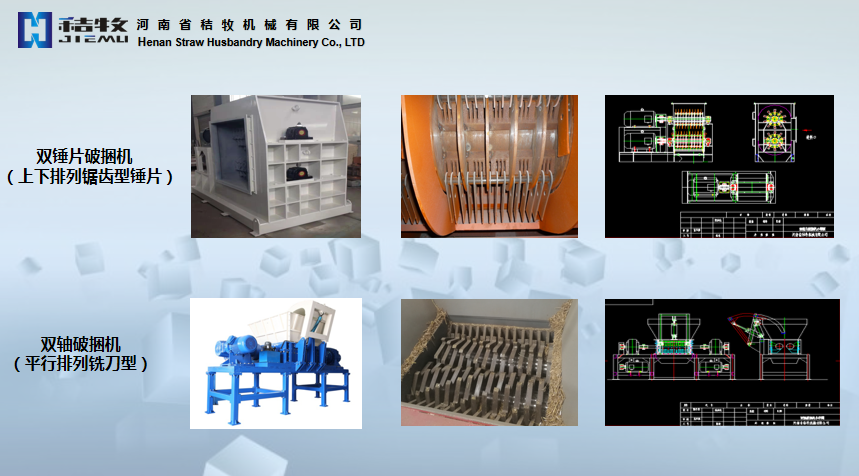
(2)剪去绳子的捆装秸秆进入破捆机,破捆机将秸秆破碎至30-40毫米的力度,由2号板链输送机送入下道工段,电路设计采用变频电机,1号板链输送机上方通过安装密封皮帘与集中除尘风网对接。
(3)解捆及破捆工段的除尘系统:在解捆前后1号板链输送机及破捆粉碎机前的板链输送机及破捆粉碎机上方设置除尘密封皮帘,通过除尘风网引入集中除尘系统,集中除尘系统采取风机卸料器-关风器-二级卸料器-关风器--脉冲除尘器-关风器--除尘烟囱的组合方式实现车间无粉尘,除尘烟囱15米高的螺旋镀锌管,电机具备防爆功能,设置火险的报警提示功能 ,实现室内粉尘浓度低于10mg/m3 ,室外粉尘浓度低于150mg/m3。
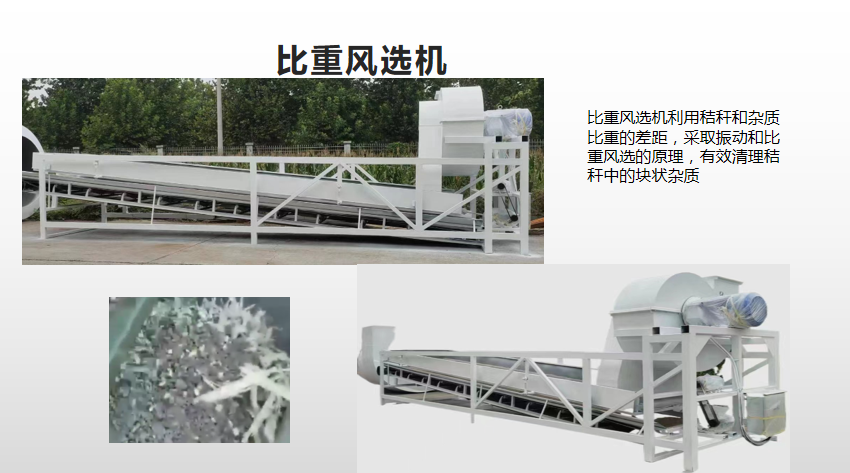
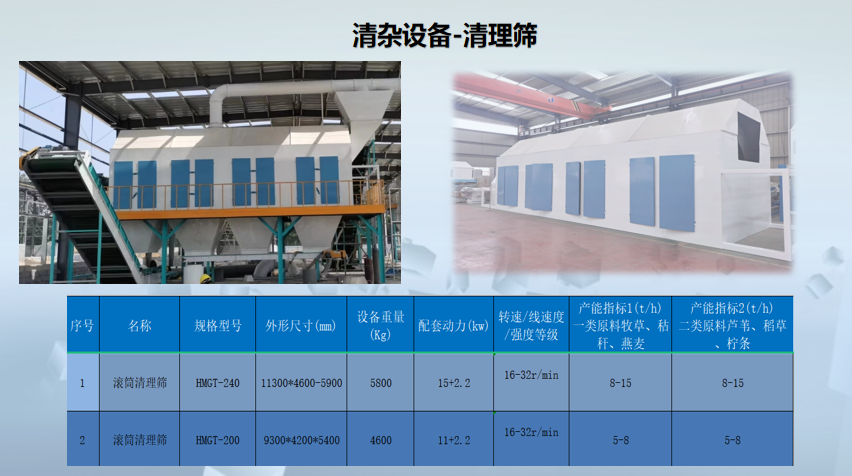
(4)筛分清理工段:通过2号板链输送机输送秸秆段状物到筛分清理工段.主要有秸秆清理筛、风机、脉冲除尘器、闭风器、3号板链输送机、永磁自卸式除铁器等设备构成。破碎后秸秆段状物在破捆后首先通过永磁自卸式除铁器除去含铁物质,采用高强度稀土钕铁硼组成磁芯,具有强磁场、高磁场梯度,输送带输料除铁,可实现连续不断的吸弃铁,皮带具有自动纠偏功能,运行可靠、维护简单,其内部磁路采用完善的磁极结构,保障整机在恶劣环境中无故障长期运行,防爆型,磁板强度150MT,清理0.1-30公斤铁磁性物质。2号板链输送机把秸秆段状物送入秸秆清理筛,清理筛内设置4个不同的筛网工作面,进入滚筒筛的物料通过比重不同走不同轨迹,通过外形尺寸不同走不同筛网对应的出口,可将秸秆中的尘土、细碎砂石清理干净。辅助除尘设备系统,可处理筛分过程中产生的粉尘。风机、脉冲除尘器、闭风器组成有效的除尘风网。
(5)清杂工段的除尘系统:在除铁器及2号板链输送机上方和清理筛上方及清理后的3号板链输送机及草段暂存仓上方设置除尘密封皮帘,通过除尘风网引入集中除尘系统,集中除尘系统采取风机卸料器-关风器-二级卸料器-关风器--脉冲除尘器-关风器--除尘烟囱的组合方式实现车间无粉尘,除尘烟囱15米高的螺旋镀锌管,电机具备防爆功能,设置火险的报警提示功能 ,实现室内粉尘浓度低于10mg/m3 ,室外粉尘浓度低于150mg/m3。
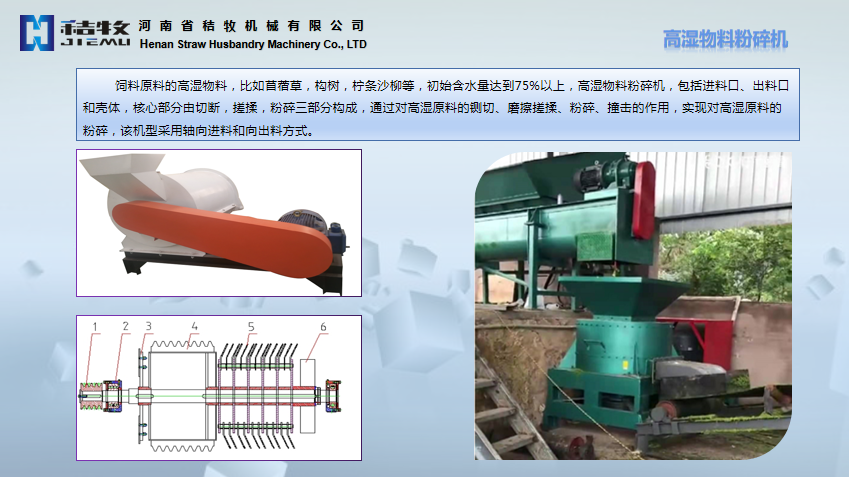
(6)细粉碎工段:设备配置:主要有变频板链皮带机-双转子粉碎机-风机-1级双联卸料器-关风器-2级卸料器-关风器-脉冲除尘器-关风器-除尘烟囱-草粉出料机等设备构成。
二.工艺过程说明:
4号板链输送机将清理后的秸秆送入秸秆粉碎机,根据粉碎机电流的变化自动调整板链皮带机的喂料速度,保证粉碎机满负荷生产,根据秸秆粉碎的细度要求,可配置不同筛板,加工不同细度的秸秆粉。一般有2毫米-30毫米的各类筛板。
粉碎后的成品秸秆粉,由风1级双联卸料器-关风器-2级卸料器-关风器-脉冲除尘器-关风器-除尘烟囱-草粉出料机的共同作用把草粉输送到下一个工段。
三.系统安全设计方案:
(1)车间粉尘及防爆安全治理措施
纤维类原料预处理,纤维类原料暂存及输送等是除尘及防爆的重要防控区域,粉尘控制及防爆控制显得格外重要,为保证成套系统的安全运营。关键环节的投料口和出料口采取风机-卸料器-除尘器-烟囱的组合方式实现车间无粉尘,电机具备防爆功能,设置火险的报警额提示功能。
(2)三废治理
根据生产车间的生产特点,车间生产过程中不产生废气、废水,但有粉尘和噪声的危害,为了确保工人的身体健康和周围环境不受污染,设计根据有关规范,采取单机除尘,多设除尘网点,隔离主要噪声源,予以综合治理。噪声治理本车间主要噪声来源是粉碎机、风机、压缩机、颗粒原料与管壁的碰撞产生的噪声,本设计采用如下措施保证噪声≤85dB(A),粉碎机,风机配置消音器,粉碎机设隔离室,粉碎机软起动。
粉尘处理;
①在原料投料口均配有吸风除尘器,除尘烟囱{15米高的螺旋镀锌管)。
②整个系统在运行过程中尽可能保证其在负压下工作,即能设置单机吸风除尘的地方,就采用单机吸风除尘,其它部位配有吸尘风网,含尘空气在排放前都经过脉冲布袋除尘器的过滤,以保证室内粉尘浓度低于10mg/m3 ,室外粉尘浓度低于150mg/m3 。
③加强设备的密封性能。
(3)劳动保护
①对粉尘源采取密封为主、除尘为辅的措施,有效减少仓内粉尘浓度,低于爆炸点下。
②在工作人员操作维修的部位,皆设置平台、栏杆,警示标识。
③静电接地防止产生火花。
④自动化程度高,大大改善生产工人的操作条件,减少工人的劳动强度 。
四. 成套设备运行保障体系:
对秸秆预处理系统制定培训教案:分管规程,操作规程,保养及维护规程,设备一般故障排除规程,设备中长期完好状态的评估标准,组织操作人员和管理人员培训考试,对考试合格者发放上岗操作证。
一.分管规程;每一个工段,每一个岗位明确操作人员,管理人员,工作职责包括:日常检查内容和定期巡视内容,日常检查内容会根据设备特点制定检查内容,比如粉碎机时间点的轴承温升,粉碎机噪音,粉碎原料破碎率等。
二.操作规程:包括安全规程,开机前检查,开机顺序,关、停机顺序,停机后检查等内容。
三.保养维护规程:按照重保养,轻维修,实现优先计划停机的总体目标,针对不同设备自身的特点制定详细的保养维护计划,每个设备保养时间,润滑脂种类,保养责任人,保养监督人,正常的保养流程图示。
五.设备故障排除知识和应急预案:
每个设备的有可能出现的故障目录和对应的解决办法,在出现问题不能一小时解决的情况下的应着急方案,包括控制系统旁路转换,备用机的及时到位,配件设置报警线等。
六.设备中长期完好状态的评估:
根据行业规范和成套系统的设备配置。设备使用的年限,确定定期的时间和评估标准。判别设备是否进入技术状态,主要按照能不能继续工作的技术原则;应不应该继续工作的运行安全原则和适宜不适宜继续工作。由于设备磨损程度急剧增加,而使设备故障率增加,从而导致设备故障停机时间过多、不能正常工作或工作时间不能保证。
七.建立秸秆预处理设备的档案:
档案由设备台帐、单机设备档案、通用配件档案、配件库存计划、配件库存记录、环模档案等组成。设备台帐每台设备一页,汇总成册。
1、设备台帐
先由工程部建立,一式2份,其中1份应于向分公司移交新厂或租赁改造后的老厂时移交给分公司生产部,另1份由工程部保管;分公司生产部接收后要将设备台帐与车间设备及外围设备进行对照,确信准确无误后进档保存;在设备投入运行后,如对设备进行了技改或更换,应对设备台帐作出更正。
各分公司设备台帐保存在生产部办公室。
2、单机设备档案
由生产部接收车间后半年内建立。其中的设备台帐是设备总台帐中该设备页的副本;特殊内容根据设备实际情况与设备台帐一起记录进档;非标准配件的规格和图纸应于该配件一次维修或更换时测绘产生并进档;设备使用说明书缺损的应尽快向生产厂家索取或向兄弟公司寻找同型号设备说明书制作复印件;维修记录则应于每次维修完毕后填写维修卡进档;其余内容根据设备实际情况补充。
单机设备档案保存在生产部办公室。
3、通用配件档案
由生产部接收后半年内建立齐全,一式2份,1份保存在生产部办公室,1份保存在维修间。
4、配件库存计划
由生产部于接收半年后根据实际使用情况,会同维修工、财务人员协商确定,预设低数量报警线,及时补充,配件库存计划一式2份,1份保存在生产部办公室,1份保存在配件库。
八.远程监管和指导系统:
使用方和设备制造方建立远程协助的通道,首先在主要设备的主要位置架设红外线系统,在设备使用期间抽检,在设备保养期间远程巡视,及时纠正错误的做法,保证现场人员是按照提前做的操作和保养计划在工作。确保有计划停机的目标。
秸秆预处理破捆除杂除铁模型图如下:
棉花秸秆棉球清理机
棉花秸秆中夹杂棉桃和棉球,在粉碎和清理过程中,由于棉球的漂浮性,可燃性,容易引起空气污染,和火灾风险,堵塞清理设备的筛网,开发的棉球清理机通过风选清理棉球,解决了工况差的问题,同时棉球作为饲草料原料进入饲草料混合工段